This is another one of those two steps forward, one step backwards situations. Two and a half years ago I created a 3D-printed bracket to mount the heater bypass valve. I spent a fair amount of time on it and it’s a slick piece, but I’m not going to use it. I’m going to create a mini museum in the garage with three displays:
Shelf of Lost Fame — Great parts that I designed, but I didn’t use because I changed direction
Wall of Shame — Parts that I mangled… there are some doozies
Drawer of Lame — Purchased parts that I can’t return which don’t fit, don’t work or aren’t compatible with the new direction
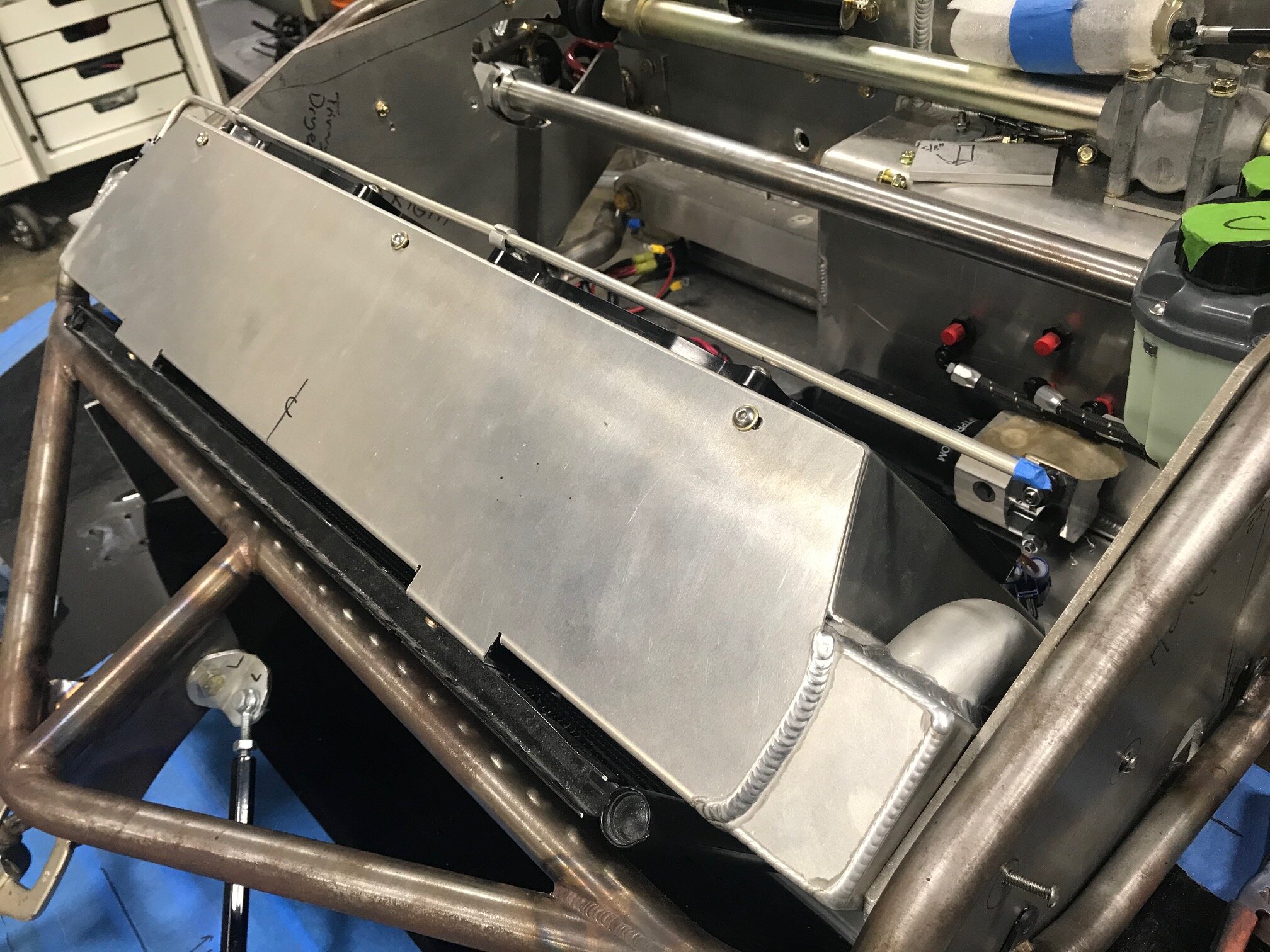
I decided to not use the heater valve plate for two reasons. First I’d have to remove the spider to service the valve… no way would I want to do that once the car is painted, the windshield is installed and everything is sealed up. Secondly, now that I am replacing the mechanical water pump with an electric one I don’t need the heater bypass valve which means that hot water won’t be constantly flowing through the valve. Since I don’t have to worry about heat soaking the cockpit when the heat isn’t on, it makes sense to move the valve from the rear of the car to under the dash. It will be easy to service in that location, it’s more protected than the engine compartment and I don’t need to run control wires to the rear of the car.
The straight-through heater valve is easier to mount than the bypass version. The four posts can be tapped for 6-32 screws. I fabricated an aluminum plate, 3D printed a spacer and mounted it to the aluminum tube that was recently welded to the top of the foot box. The lightening holes in the bracket don’t save much weight… I just like using Hougen hole cutters because they cut metal like butter.;-)
I bought several heater hoses looking for one that was flexible enough to make the required bends without kinking and I found the nylon reinforced silicone hose offered by Vibrant Performance to be good to work with.