The best way to good results without winding up in the dog house is to use a vacuum forming machine. It's not too hard to build one, but I don't need another project. I had been eyeing one from Centroform, but I didn't want to spend $1,495 on an experiment. After spending some time searching eBay, Craig's List, etc., I found one in a local online equipment auction... and I won it for $193!
It has a built in 1,500 watt heater and two vacuum ports. One is for a shop vac and the other for a vacuum pump. A shop vac will remove a lot of air quickly, but it doesn't have the torque to create a strong vacuum to pull the plastic tightly against the mold. A vacuum pump moves less air, but it has the torque to create a strong vacuum. To put this in perspective here are some typical vacuum inHg (that's inches of mercury) for typical vacuum sources:
- Single-stage vacuum cleaner: 3.7-4.0
- Two-stage vacuum cleaner: 5.8-6.6
- Mouth suction: 15
- Vacuum pump: 27+
So the manly 5HP super vac moves a lot of air, but can only create a fraction of the vacuum of a diminutive vacuum pump. The Centraform machine has a pressure sensitive valve that automatically closes when the shop vac is no longer able to suction thus enabling the vacuum pump to evacuate what's left.
You might be wondering if the vacuum helps... well it does. If you were at sea level and could weigh a column of air that was one inch square, you would get something in the neighborhood of 14.7 pounds assuming you didn't have a high or low pressure weather system above you at the time. This is called atmospheric pressure and since we're born into it, we take it for granted. However, if I could create a perfect vacuum inside the mold (which I can't), the atmosphere would apply 14.7 psi to the entire mold. So the vacuum essentially results in an evenly distributed, perfectly shaped clamp which is exactly what we want when were forming a hot piece of plastic over a mold.
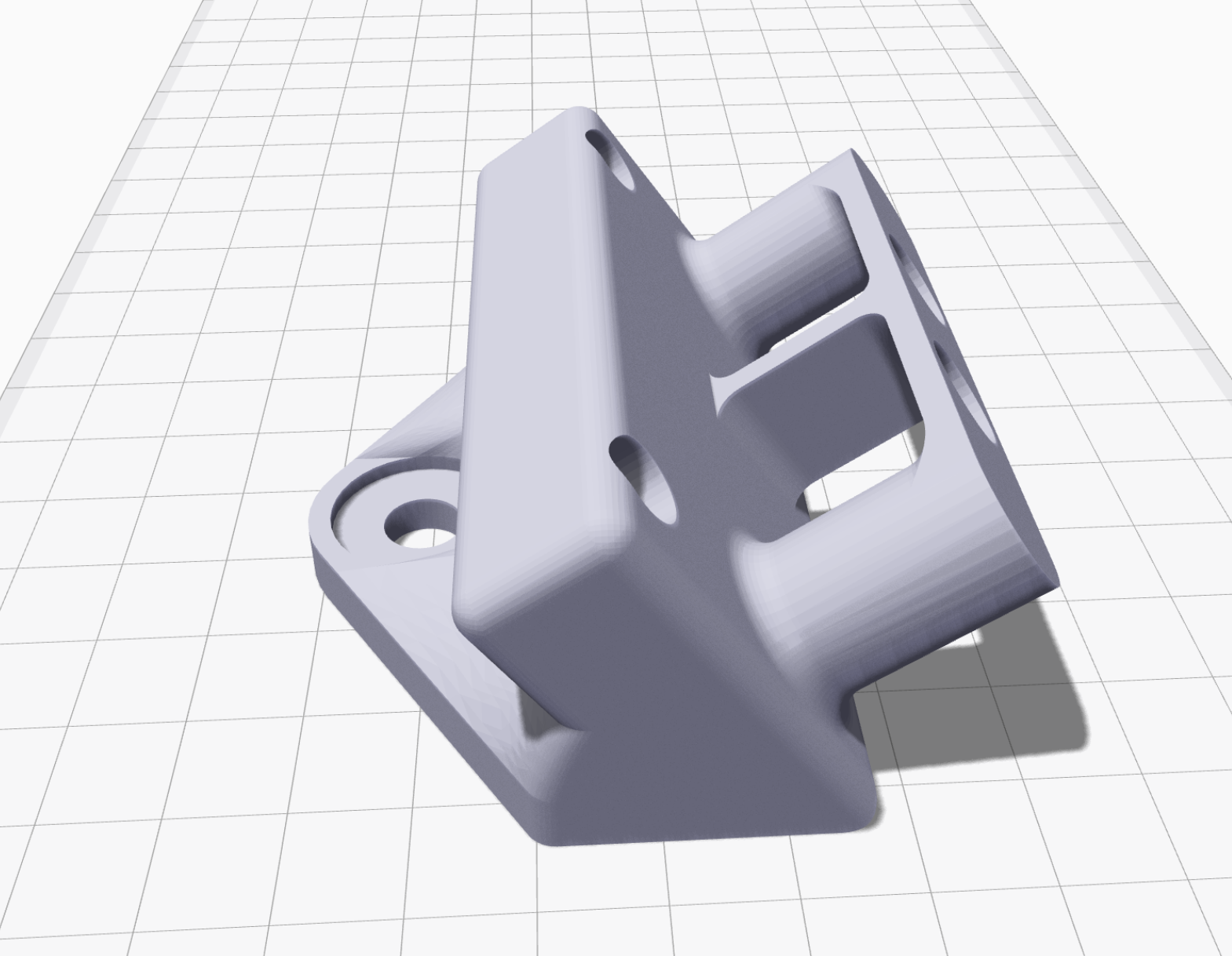
Male molds are simpler to work with when vacuum formingso one was 3D printed in ABS (that sounds right -- the male mold from Mars is simple whereas a female mold from Venus would require a myriad of strategically placed, and meticulously drilled vacuum holes to create the proper shape without marring the clear surface, an almost impossible task... but I digress). It was trivial to design because the profile of the bezel was already in CAD, so the profile was simply enlarged via an offset operation and then extruded to the desired depth. Since plastic shrinks as it cools during the part will adheres to the mold surface. To solve this the sides of the mold are tapered (referred to as mold draft). On a male mold, the minimum draft angle is 4 degrees. Fortunately SolidWorks has a draft feature built it.
Here's the specifics of first attempt:
Lens Material:
0.1" PETG (aka PET, PETE, PETG)
Mold:
- Material: 3D print; red ABS with 6% infill
- 0.1" offset
- 0.1" chamfer on top edges
- 0.1" chamfer on corner edges
- 2.0" deep