Nothing happened with the car during the last couple of weeks because I was in Portugal. Now that I’m back the right primaries are welded. Once they’re tacked in place, the engine will come out again, a welding jig will be fabricated and the primaries will be finish welded to the flanges.
Mad Scott
I’ve wanted a supercharger since I saw one 40 years ago in a parentally forbidden movie. I wasn’t sure what it was, but I sure as hell wanted one. Given the amount of time that has transpired it’s probably safe to declassify the viewing. Mom, when Nathan was looking after me he let watch Mad Max, a rated R movie, when I was still under the PG14 threshold. In his defense he did fast forward through a couple of the questionable scenes that he had forgotten about.
Supercharged engines are pretty amazing. To increase power you just need to increase boost. To increase boost you simply increase the ratio of the crank pulley to the supercharger pulley. This works amazingly well so long as the engine can take it and the belt doesn’t slip. My engine is balanced and fully built (e.g., Callies crank, Diamond pistons, Oliver rods, etc.) so it can reliably handle more boost than I will ever subject it to.
However, belt slip is one of the largest challenges with high-horsepower supercharged engines. Builders often increase the size of the crankshaft pulley, but they can only do so until it hits something (typically the water pump) and/or starts to overdrive other accessories. This means that they need to also reduce the size of the supercharger pulley which results in a proverbial double whammy — power increases and surface area decreases — and belt slip becomes a real issue.
Engine as delivered. Note that the OEM-sized Super Damper is already fairly close to the water pulley
At my power level, the only way to achieve zero slip would be to use a cogged belt. You know, like the one in Mad Max. The issue is that they’re hard on a supercharger’s gears and they make a lot of noise which in a SL-C is about six inches from the driver’s ear. No problem, I’ll just fabricate a system that engages the supercharger with the flick of a switch. Apparently the movie achieved the trick with creative video editing and it’s not practical to build such a thing for anything other than a Mad Max tribute car.
The engine was delivered with a Daily Engineering dry sump oil system which included an ATI Super Damper with OEM dimensions (7.325” diameter and 8-ribs). To achieve 16 psi of boost the supercharger needs to spin at 21,000 RPMs which means that I had to significantly reduce the diameter of the stock Harrop supercharger pulley. The engine did over 1,000 HP on the dyno, but the belt began slipping at around 800 HP. That was on pump gas so when running on E85 the engine will attempt to transmit an additional 300ish HP after the belt starts slipping. Gotta fix that.
OEM-sized Super Damper (left) and custom Super Damper (right)
After taking some measurements I determined that I could fit a 10-rib Super Damper with 6% overdrive. I couldn’t use one of ATI’s larger-diameter units because the Daily dry sump requires a special ATI hub which isn’t even listed on their website and only a few shell assemblies are compatible with it. I spoke with several companies that could machine a larger pulley, but ATI has the best crank damper technology. To eliminate torsional crankshaft vibrations they attach a steel inertia weight to durometer elastomer rings retained via grooves CNC’d into the shell assembly.
I then learned that ATI will machine custom shell assemblies however they have a minimum 120-day lead time. The clock starts after you approve a dimensioned drawing produced by their engineering team. Since I had already replaced the mechanical water pump with a remote electric one and I was in the process of completely redesigning the supercharger and accessory serpentine belt systems the question became:
“What’s the biggest, baddest Super Damper that I can fit?”
I considered going with an obscene diameter, but that would have negatively impacted the design of the accessory brackets so I settled on 10-ribs and a 9.7” diameter.
That’s a 25% increase in width (i.e., number of ribs) and a 32% increase in diameter which increases the surface area between the supercharger pully and the belt by 58%. In addition, I previously posted about my custom GripTec supercharger pulley and my aftermarket tensioner. Combined, all of these changes combined will significantly reduce belt slip.

Two ribs projecting past the front face of the Super Damper where the accessory pulley mounts
ATI’s 10-rib Super Dampers aren’t designed to have a pulley mounted to their front face which presents two challenges. The first was that the holes on the bolt circle aren’t large enough to accommodate a pulley. Since it was a custom order, ATI took care of that for me. The bigger issue was that outermost two ribs project beyond the face of the Super Damper. While this reduces weight it causes the accessory belt to hit the Super Damper.
One way to resolve this would be to machine a spacer, but given that the pulley requires a boss that indexes the Super Damper’s ID, the right way to do it was to machine another custom pulley. So that’s what I did.
Custom accessory pullies; version one (left) and version two (right); my finger is pointing to the feature that compensates for the ribs that project past the front face of the Super Damper

The next step is to get a 10-rib Gates FleetRunner Micro-V belt (i.e., the green heavy duty ones) to fit. This will involve tweaking the location of the idler pulley and the rotational orientation of the tensioner.
Left Header
The left header has been moving along at a glacial pace, but the heatwave has sped things up. Using the icengineworks model as a guide, the first step was to cut, deburr, brush and tack weld both the left and right sides of the four primaries that cross under the pan. They were left loose in the the flanges on the heads and under the oil pan. Once that was completed the remaining two primaries on the left side were cut and tacked. As previously mentioned, the iceengineworks tack welding clamps are extremely useful during this process. Each runner was removed and finish welded on the bench.
Left header primaries finish welded. The bulges where it might appear that the tubes aren’t concentric are where the tube steps up from 1-7/8” to 2”
The tubes running under the oil pan were kept long up to this point so they were reinstalled and after measuring ten times they were removed and cut to perfectly center the bottom flange on the dry sump pan. The runners were reinstalled and tacked to the exhaust flange and to the flange under the oil pan. The cast exhaust flanges only span two primaries, so a temporary stainless steel rod was tack welded to the top of the flanges to maintain their orientation during final welding (the primaries prevented tacking a rod to the bottom of the flanges).
Although the primaries were only tacked, the header was now a single piece for the first time and we attempted to remove it… NFW. We knew that the headers would most likely need to be removed with the engine, but we were hoping to get lucky. So, I’m in good company with lots of Ferrari’s, Lamborghinis and other exotic cars. In any event, the engine came out again.

To ensure that the final welding of the flanges didn’t distort the geometry, a jig was fabricated. The jig plates that bolt to the flanges are made from 1/2” x 4” mild steel. They are intentionally heavy to prevent warping and to act as a heat sink. I designed the flange under the oil pan so I already had its hole pattern in CAD, but I wasn’t able to find the bolt pattern for LS7 heads so I had to figure it out. Hopefully the measurements below will be useful to someone. I think that they’re the same for all of the LS blocks with the LS3 having an additional hole. The measurements on the top indicate the exhaust flange bolts and the ones on the bottom indicate the center of the runners. These measurements made it easy to drill the holes using the DRO on the mill. Note that the two holes in the middle have different vertical values than the rest of the holes.
LS exhaust flange bolt and primary pattern
Oil pan (top) and header (bottom) exhaust flange welding jig plates
Stainless steel tube needs to be back purged with argon and both ends of the primaries were covered by the welding jig plates. To address this, I drilled and tapped a 1/8” NPT in the center of each runner to accept a brass tube fitting.

Left header mounted to the welding jig and a back purge hose connected to one of the primaries. Hex-drive flat-head screws were used on the bottom flange to provide more room for welding. I only had long screws on hand, so that that’s what we used
The right header will be easier to fabricate because the flange under the oil pan provides a solid target to finish the right side;
Cut and tack the remaining two primaries on the right side
Remove the four right primaries and finish weld them on the bench
Reinstall the right primaries and tack weld them to the flanges
Tack weld a temporary stainless steel rod to the top of the header flanges
Fabricate a second welding jig
Finish welding the flanges
Remove the stainless steel rod
… and pray that it all fits LOL
Door Actuators
I’m going to use the door actuators pioneered by Peter and implemented many times by Allan and others. Allan has two videos (here and here) that describe what to purchase and how to do the installation. I made a couple of changes:
Pivots
The actuators are powerful and exert a lot of tension on the door when closed. The original design pivots on the threads of a 1/4”-20 flathead screw tapped into a 1/4” thick piece of angle aluminum. I replaced that screw with the largest flathead shoulder screw that would fit in the base plate. I then added a high-load oil-embedded bronze sleeve bearing. As can be seen below, the bearing projects 3/16” below the bracket which isn’t an issue because the self-lubricating plate is 1/4” thick.
Right-angle brackets, bottom plates and flathead shoulder screw
As can be seen below, the shoulder extends past the bearing so it’s important to use a 3/8” (shoulder diameter) rather than a 5/16” (thread diameter) washer to ensure that the nyloc binds on the bearing rather then the shoulder. Washers have one side which is nicer than the other and I usually face the nice side towards the nut because it looks better. However, since there may be some movement between the washer and the bearing I oriented the nice towards the bearing.
The shoulder screw and nyloc collided with the bracket so I machined a hole in the bottom of the bracket. Since I had the end mill chucked up I decided to machine 12 additional holes to lighten the bracket.

Bracket with 12 weight reduction holes (left). Bottom of bracket with slot to accommodate the shoulder screw and nyloc (right). Two weight reduction holes where subsequently added to the bottom.
The part numbers are as follows:
High-Load Oil-Embedded 863 Bronze Sleeve Bearing, Flanged, for 3/8" Shaft Diameter and 1/2" Housing ID, 1/2" Long (McMaster #2938T7)
18-8 Stainless Steel Shoulder Screw; 3/8" Shoulder Diameter, 5/8" Shoulder Length, 5/16"-18 Thread (McMaster #92944A132)
Material
Allan recommends a 12” long piece 6” x 6” x 1/4” right-angle aluminum and cutting 3” off of one of the legs to use as a base plate. Instead I purchased a 12” piece of 6” x 3” x 1/4” right angle aluminum and a 12” long piece of 3” x 1/4” flat aluminum. This reduces the amount of cutting and results in perfect edges. I also drilled a 2"-5/8” hole to lighten the bracket.
Rod End Mounting
Allan drills and taps the actuators’ rods to mount the 3/8”-24 rod ends. This is a bit tricky because the cross section is small (see picture below) and since the hole is going into the tip it’s hard to fixture in a mill or drill press. Instead, I welded a Grade 8 hex nut to the tip. I used a “high” (also know as a “tall”) nut because I wanted more thread engagement than what a standard nut provides (McMaster #90565A360). To accomplish this I removed the aluminum C-channel cover to provide access to the weld joint and to facilitate removal of the grease.
Tall 3/8”-24 nut welded to the tip of the rod (left) and 3/8”-24 rod end on top of rod (right)
Next Steps
Peter has designed an emergency release which I will test once the actuators are installed. I am also looking into a more sophisticated motor controller.
Removing Loctite Residue

In the last post I removed the bellhousing to machine it so the next step was to reattach it to the transaxle. Should be easy right?
Well I couldn’t get the Loctite residue off of the studs. I tried using acetone with a wire brush and a metal pick, but that didn’t do much. I tried brake cleaner to little avail. Apparently chlorinated brake cleaner works better, but the good stuff is illegal in Massachusetts. Part of the issue is that acetone, and I assume brake cleaner, are less viscous than water so it was difficult to keep the solvent in contact with the residue. I considered removing the studs to let them soak in the solvent, but removing seven studs from cast aluminum didn’t seem like the right approach.
After some research I discovered Loctite Chisel which is designed to remove Loctite residue, gaskets, paint, etc. It’s hazardous stuff and I couldn’t find it locally, at McMaster or on Amazon. It’s available from Pegasus Auto Racing, but UPS applies a hazardous shipping charge of $54.50 on top of overnight shipping charges.
Back to research. The primary active ingredient is methylene chloride. I noted that a most paint strippers indicate “non-methylene chloride” so I pulled an old can of aircraft stripper out of the cabinet and in big bold letters was “WARNING: Contains Methylene Chloride.” It’s nasty stuff which can blind you, give you cancer, kill you, etc.
Preemptive statement to prevent verbal barrage… Mom, wife and daughter, I wore gloves, goggles and did everything in front of an open garage door.
Aircraft stripper is viscous and clings to vertical surfaces, so I applied a small amount with a Q-Tip, let it sit for 15 minutes and then removed the residue with a combination of the pick and wire brush. It worked extremely well. The studs have a shiny black coating and broken Loctite is white, so it was easy to determine that all of the residue was removed.
I then used acetone to ensure that all of the stripper was removed. Albins recommends Loctite 7649 primer before applying Loctite thread locker. I had never used primer before and I wonder if it made the residue more difficult to remove.
Bellhousing Mods
To stiffen the chassis I’m going to use four indexable links to make the bellhousing a stressed member that triangulates the fore billet chassis uprights. This is the same approach that I took with the aft billet chassis uprights as shown below.

To accomplish this, four of the bellhousing-to-engine bolts will replaced with longer bolts to accommodate rod ends and misalignment washers. The first step was to design a plate (orangish) from 1/8” 4130 to place the rod ends in double shear.

I added three M10 1.5mm bolts and aluminum spacers (green) to each side to stiffen the double shear plate. This required me to remove the bellhousing and drill and tap it. It’s a beautiful piece of billet so I was careful not to f’ it up. I tried to fixture it via the flanges, but that obstructed the areas that I needed to drill. I found the best way to accomplish it was using long bolts through the center as shown below.

Having access to a large mill with a DRO made this a straight-forward process.

Everything worked as planned. The next step is to fabricate the spacers, double shear plates, indexable links and the brackets that mount to the billet chassis uprights.
Engine Block Oil Adapter
Crossing four of the exhaust primaries under the engine is only possible due to the low-profile Daily Engineering dry-sump pan. It includes a -10 AN adapter which replaces the stock oil filter. While it’s massively smaller than the stock unit, it was too close to the exhaust. In the picture below, the blue tape is protecting the oil pan (it’s billet and I don’t want to scratch it) and the oil adapter is the threaded AN fitting. The hole in the bell housing (white arrow) mounts to the stock oil pan which illustrates how much smaller the the Daily pan is vs. the OEM pan.
Daily Engineering oil adapter
The solution was a shorter adapter from Kurt Urban. I might need to modify a socket to tighten it, but I won’t know that until I finish tacking the exhaust and remove it for final welding.

Triple-Carbon/Carbon Clutch
Dog-box transmissions are about rapid shifts with minimal pause in power production— the exact opposite of how what you’d expect from a synchronized box. That’s fun on the track, but it’s typically going to necessitate the use of a clutch that will be a nightmare on the street. The combination of a dog box and a cerametallic clutch is fairly binary — it’s either engaged or disengaged with very little slipping between the two states. This is of particular concern for me because the driver, as opposed to GCU, is responsible for shifting from neutral into first or reverse. That doesn’t happen much on the track, but it’s constant on the street.
Carbon clutches are more slippable and I looked at one from Tilton, but it wouldn’t fit the bellhousing. After talking with Agile Automotive we decided to purchase a triple carbon/carbon clutch from RPS. Agile worked directly with RPS to develop their proven carbon/carbon clutch to work in this application. This involved tweaking the geometry to fit the ST6-M’s bellhousing and adding a shim between the piston on the slave cylinder and the throw-out bearing. Many carbon clutch packages utilize metal-on-metal friction surfaces on the flywheel, floater disc and pressure plate. The RPS package utilizes carbon on all of the friction surfaces (a F1 trickle-down technology), hence the carbon/carbon moniker. The package has many benefits for the street and track with the only downside being cost:
Greater than 1,200 ft/lbs torque capability
Smooth slippable engagement
Minimal pedal effort compared to cerametallic clutches of the same capacity
Massively improved lifespan over cerametallic clutches with the same number of discs
Improved reliability due to all friction surfaces being carbon eliminating glazing, warpage, and cracking common with other clutch types
Very light weight
Fully rebuildable
On pump gas my engine produces 860 ft/lbs at 2,000 RPMs and over a thousand at 4k RPMs, so when running E85 I’ll push the torque threshold.
The complete unit including the flywheel, pressure plate, clutch and mounting hardware weighs 26 lbs. All of the weight is in the flywheel which will make driving on the street more enjoyable. In comparison the flywheel for my Ricardo is 14.3 lbs and the pressure plate and clutch are 31.6 lbs so it’s >46 lbs when the bolts are added.
Going forward Agile will recommend this package for their SL-C and Aero builds for street, road racing and endurance racing. Plans for future development include a longer piston for the slave cylinder to eliminate the shim and have an ultra-light flywheel for pure race applications.
Accessory Tensioner Spacer
I just finished a neat part that would have been very difficult to machine without a rotary table. I thought the following accelerated fabrication video might be of interest (there are comments in the lower right corner). I sure wish I could fabricate parts that fast!
The part is a spacer that sits between the custom front accessory mounting plate and the automatic tensioner. It accomplishes the following:
Aligns the tensioner/pulley with the accessory serpentine belt.
Provides a boss that indexes the inside of the tensioner’s mounting hole to ensure no lateral movement.
Prevents the tensioner from rotating by capturing its anti-rotation post.
Enables the tensioner to be clocked.
Since the entire serpentine system is custom, I wasn’t sure of the belt length so it was important that I could easily clock the orientation of the tensioner. After some thinking I came up with the following solution which enables it to be clocked 360 degrees in five-degree increments:
The mounting plate has six sets of mounting holes located 30 degrees apart
The spacer has three sets of tapped mounting holes located 20 degrees apart
The spacer has two anti-rotation holes located five degrees apart when the spacer is rotated 180 degrees.
When I need to measure something accurately, I often 3D print mini tests to validate dimensions. As can be seen below, it usually takes multiple attempts to get it near perfect. In this case I was dialing in the ID of the mounting hole, the OD of the anti-rotation post, the center-to-center distance of the anti-rotation post and the mounting hole, the angle of the anti-rotation post and the arc of the tensioner.
Header Construction Part 1
Fabrication of the 180 cross-under headers has begun. The first step when routing anything, especially hard tubing, is to establish the start and end targets. Setting up the starting points was easy. I simply bolted cast stainless steel exhaust flanges from Ultimate Headers to the heads. The merge collectors are the end targets. Since mine are located as low as possible I clamped a piece of 3/4” plywood to the bottom of chassis, 3D-printed spacers and clamped the backsides of the merge collectors to the plywood.
3/4” plywood clamped to underside of chassis and rear of merge collector affixed via 3D-printed spacer and clamp
The fronts of the merge collectors were held in place by 8-32 screws passing through the gap between the primaries — I didn’t have any that were long enough so Abe welded two 3” long screws end to end.
Note how far the bellhousing flange extends below the Daily dry-sump oil pan. This is what provides the space for the primaries to cross under the engine.
Upper half of left side. Several of tubes have been tacked, the horizontal one is clamped
This picture illustrates why it was necessary to scallop the chassis tubes. A tack-welding clamp in middle of outer primary.
The icengineworks tack-welding clamps are very useful. They allow the orientation of the tubes to be clocked while ensuring that they are concentric. When everything is where you want it you tighten the nuts and nothing will move. They have large openings that allow the tubes to be tacked. I have two sets of clamps, 1-7/8” and 2”, to support the stepped primaries. We were not able to get either to work at the transition joints so we took one of each apart and created two clamps with a different diameter on each side. It worked well.
Removing all of the marks made by the bending dies is a lot of work. I used the tube polisher discussed in an earlier post, starting with 120-grit sandpaper and finishing with a Scotch-Brite surface conditioning belt. The trickiest parts are the outside radiuses because any lateral pressure causes the belt to pop off of the tracks and fall on the floor.
There is a lot more fabrication required to finish these up.
Transaxle Cooler
I mounted the transaxle cooler to the custom tail sub frame (more about that later). I used the same Nissan vibration isolators that I used on the intercoolers and mounted them with four tabs that I designed and laser cut from 0.104” mild steel. The upper two were bent and tacked to the tail sub frame and the bottom two were tacked to a bracket that I fabricated from 1/2” mild steel tube — I’m glad that I didn’t use 4130 because it was difficult to shape with a manual bender!
The M6 screws were swimming in the bushings so I replaced them with M6 shoulder screws with an 8 mm shoulder diameter. The shoulders were too tight so I opened the bushings with a drill bit.
The next step is to mount the thermostat and fabricate the lines. When I get around to fabricating the new tail, I’ll mold a fiberglass duct to the underside of the tail which will transition to an aluminum duct around the cooler.
Scallop for the Accessory Tensioner
When I dropped the engine back in the automatic tensioner for the accessory belt hit the 2” x 6” chassis tube. This happened because I increased the supercharger belt from 8 to 10 ribs and I moved the A/C compressor and alternator to a 6-rib belt running off of a pulley mounted to the front of the super damper. I had two options: (1) modify my elegant design (if I say so myself LOL) which would likely require me to swap the automatic tensioner for a manual one (ugh) or (2) I could scallop the chassis. I decided to do the latter.
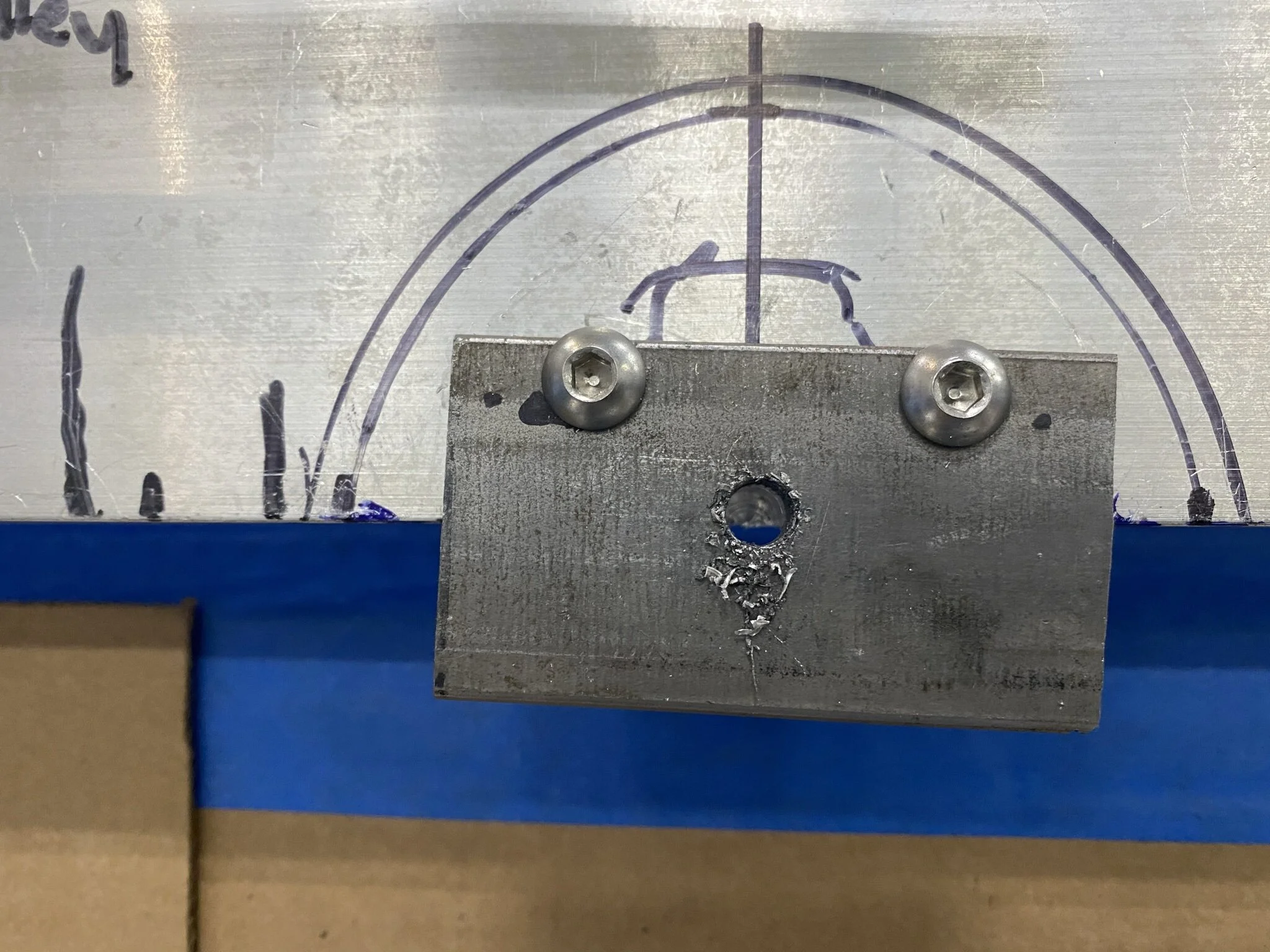
I needed to cut a semicircular hole and the easiest way to do that was with a hole saw. However, the geometry of the cut located the pilot bit 80% into the edge of the 1/4” thick tube and 20% hanging out in free space, probably the worst possible location. The solution was to fabricate a drilling jig from scrap 1/4” steel. Two screws mount it to holes tapped into the 2” x 6” and the bottom hole retains the pilot bit. The jig stays in place because the hole saw was only plunged 5/8” and the bottom edge is stiff enough to keep it in place. Once the semicircle was cut a cutoff wheel was used to cut the underside of the tube.

An insert was fabricated from two pieces of 1/8” 6061 and welded into place. Plenty of clearance was provided to mitigate heat soak and to prevent binding during engine installation and removal.
OK, I think that now, short of some other unforeseen issue, work can begin on the exhaust!
Custom GripTec Supercharger Pulley
One of the challenges with high-boost supercharged engines is belt slip. Harrop offers multiple pulley diameters, but they only have 8-ribs which doesn’t provide enough surface area. Upgrading to a 10-rib belt requires a bunch of changes including a new supercharger pulley. Harrop’s pulley has a large offset and multiple recessed mounting holes, not something you’d want to reverse engineer.
Fortunately ZPE manufacturers pullies for a broad range of superchargers. They offer 8-rib Harrop pullies in nine different diameters ranging from 60 to 85 mm. ZPE was willing to do some non-recurring engineering (NRE) to make me a custom 10-rib pulley with a GripTec Micro finish. GripTec Micro is a patented micro-ablation machining process that creates multi-directional ridges and valleys that increase gripping force and provide escape ducts for trapped air and debris. As can been seen in the picture below, the grooves are micro.
Note that despite increasing the number of ribs by 25%, the mounting screws are still proud of the belt.
I need to pull the engine to install the pulley, so hopefully there aren’t any surprises!
Header Space
Given my power level and the length of the primaries, I decided to step the headers from 1-7/8” (green blocks) to 2” (yellow blocks). This required the headers to be redesigned and the new version rubs four of the 2” x 2” chassis tubes.
Top and slanted tubes have been scalloped
The solution was to scallop the top and slanted chassis tubes. I wasn’t worried about the chassis warping during cutting or welding because I had the new gussets and temporary steel cross supports discussed in the previous post in place. As can be seen in the picture above, the cut in the top tube is larger than the slanted tube. While 90-degree cuts would have been easier, 45-degree cuts were used to prevent stress risers. Cutting the tubes was tedious and after some experimentation, this is what worked best:
Holes were drilled in the 45-degree corners.
An angle grinder with a 4-1/2” abrasive cutoff wheel was used to plunge cut the vertical face.
A Dremel with an abrasive cutoff wheel was used to plunge cut the 45-degree angle from the previous cut up to the holes.
A reciprocating air saw with a Bosch T227D blade was used on the longitudinal cuts. 8 TPI seems too aggressive for aluminum, but that’s what the blade was designed for and it works well.
The Dremel and a small right-angle grinder with a 2” abrasive wheel were used in areas where the other tools wouldn’t fit.
A combination of a 6” orbital sander, a right-angle grinder with a 2” sanding disk and a deburring tool were used to clean up the edges.
The tube has 1/8” walls and since I was removing material I decided to oversize the inserts. Fortunately, McMaster stocks 3/8” x 1-3/4” tall 6061 bar, so I didn’t need to trim the height. Scrap pieces of round and right-angle steel were used to fabricate male and female dies to bend the material. The dies had no provision to ensure alignment so the male die, female die and material had to be carefully aligned with a small machinist’s square for each bend. Given that only eight bends (nine if you include the test bend) were needed, it worked well enough. For each bend I applied duct tape to the three locations that come into contact with dies to reduce marring.
Male and female bending dies
The dies where placed in a hydraulic press and a digital angle finder was used to determine when 23.5 degrees was reached. Since I wanted a 45-degree bend and the aluminum is being pressed into a right-angle die each side should be 22.5 degrees plus one degree for spring back.
The dents made by the dies were sanded out of the front and back sides to reduce the potential for stress risers. The bending process causes the sides to deform and these bulges must be sanded flat for the piece to slide into the chassis tube. One that was done, the ends were rough cut on the bandsaw.
The edges were then trued up with a 3/4” end mill. Fixturing was as simple as dropping the piece in the vice and tightening it. This ensured a perfect fit with the inside of the chassis tube.
We anticipated that once the piece was inserted into the opening we wouldn’t be able to move it into place or remove it to trim it so we drilled and tapped two 1/4”-20 holes which will be used later to mount a heat shield. However, once we had inserted the piece we had a hard time using the bolts to move it. Abe then had the idea of using a slide hammer so he welded a 1/4"-20 screw to a 5/8” nut to adapt it to our tapped holes. It worked perfectly.
Pre-weld fit up is excellent
Fully welded
Fore Chassis Billet Upright Gussets
Bellcrank bushing (left) and fore chassis billet upright weld joint (right)
There has been some speculation regarding two potential weak points in the rear chassis; the aluminum bellcrank bushings and the weld joints between the 2” x 2” tube that supports the bushing and the fore chassis billet upright. Endurance cars provide useful data points because they are subjected to more abuse than most cars, certainly mine, will ever see. After 180+ hours of intense racing (big slicks, large downforce, 1,200+ pound springs, being rubbed by many cars, off-track excursions, etc.) a routine inspection of one such car noted stress cracks at the aforementioned weld joints. The fix requires grinding and rewelding the joints and adding gussets. The good news is that the rocker bushings had no apparent issues.
There are two straightforward ways to mitigate potential issues in this area; brackets and gussets. Several cars, including the endurance one mentioned above, feature brackets that place the bellcranks in double shear. Whether the rocker bushings would have experienced wear without the brackets isn’t clear, but I fabricated a set in a previous post. I had been planning on adding gussets for some time and now that I’m about to modify a bunch of chassis tubes to fit my exhaust it made sense to do it now.
Temporary spacer replacing bellcrank, gusset tacked into place and preheating with torch
Welding a thick aluminum gusset to the 2” x 2” billet upright generates a lot heat which will melt nylocs, cook bearings and has the potential to warp the chassis. The first step was to remove the engine and everything that’s heat sensitive from the engine compartment. Once that was done, I reinstalled the rear chassis brace and rear roll cage legs with plain nuts (nylocs would have melted). Because the bellcranks have bearings I couldn’t leave them in place so I fabricated temporary spacers to allow the bellcrank support brackets to be torqued. The large hunks of aluminum also act as a heat sink.
Once everything was torqued, a temporary frame was fabricated to further lock everything in place. Four 1/4” thick steel plates were fabricated and bolted to the suspension suspension mounting points and 1” square steel tubing was used to connect them.

Temporary steel brace tying the fore chassis billet uprights together
I fabricated the gussets from 1/2” 6061. The hole reduces weight and the amount of heat required to weld it in place. I considered making the gussets larger, but Abe didn’t want to put that much heat that close to the bushings. The billet uprights and gussets were preheated with a propane torch. The amount of heat dumped into the chassis was impressive… even the aft billet chassis uprights got hot!


Gusset welded
Supercharger Tensioner
I’ve been looking for a tensioner for the supercharger for a while. The primary issue is that no one provides any dimensions or specs. Even the aftermarket suppliers only indicate car compatible and something like “50% higher spring rate that he OEM version.” So I had to purchase multiple tensioners to figure out what would work. The requirements were:
Automatic; spring loaded
Designed for high-HP supercharged engine
Clockwise rotation when pulley is located above the body
Fits my application
From left to right: LS7, LS9, LSA and Hellcat
The OEM LS7 tensioner is what was provided in the Harrop supercharger package and it’s a joke for a high-HP supercharged engine. The LS9 tensioner, like a U.K. power plug, is comically large whereas the LSA is a reasonable size. However, both the LS9 and LSA tensioners would require me to orient the body above the pulley which won’t work in my application. After running out of LSx options I tried a Hellcat tensioner. It meets all of the criteria and it’s used on Challenger SRT Demon which, at 808 HP, has the highest HP of the lot.
I then upgraded to a Hellcat racing tensioner from American Racing Solutions, so that’s a total of five tensioners LOL. It’s almost a pound lighter due to the pulley being billet aluminum vs. steel and the spring tension is almost double.
Hellcat OEM tensioner (left) and American Racing Solutions aftermarket tensioner (right)
Note the flat black spring sticking out of the top of the OEM tensioner (left) vs. the large round silver spring sticking out of the middle of the ARS tensioner (right)
I also upgraded to their ceramic silicon nitride ball bearing option. According to their website, they have the following advantages over steel bearings:
40% less weight
35% less thermal expansion
50% percent less thermal conductivity
Greater hardness resulting in at least 10x greater ball life
Non-corrosive
This reduces centrifugal loading and skidding, so they can operate up to 50% faster than conventional bearings. This is important in my application because I’m going to run a massive super damper which will result in a higher pulley speed, more about that later. The next step is to fabricate a custom bracket.
Serpentine Bling and Man Glitter
This post is about making some “man glitter” while adding a little bling to serpentine system. I’m not interested in having a hotrod-style serpentine system with chromed covers on everything, but the A/C compressor’s clutch is coyote ugly. I spent a couple of nights searching for a cover, but I couldn’t find one. I finally called Vintage Air and was informed that it’s listed in the print catalog, but not in their web shop. If anyone wants one, the part number for the plain aluminum version is 04407-MCA.
While the cover is nicer than the clutch, it’s pretty plain. So I decided to machine some holes in it to give it a little visual interest and reduce weight. This also gave me a good excuse to use the rotary table. One way to think of “occasional” tools is the CapEx per part made (mistakes don’t count LOL). So, a second part cuts that number for the rotary table in half and it helps the milling machine number as well.
These were the lightest fluffiest chips I’ve made. The man glitter went everywhere and took a while to clean up. My wife gets upset when this stuff makes it to the sofa so I had to vacuum all of my cloths and hair.
My 3-jaw chuck wasn’t large enough to grab the cover on the OD, so I needed to use the interior jaws to grab it from it’s ID. Because the cover has a profile and the jaws are stepped, I wasn’t sure if the end mill would hit the jaws. I placed a lump of clay on one of the jaws and pushed the cover in place which indicated that I had enough clearance. I aligned the table and chuck per my previous post, loaded a 3/4” end mill, moved the Y-axis to what looked good, locked the milling machine’s X and Y axes, locked the rotary table, and plunged with the z axis. I then rotated the table 60 degrees and plunged again. I repeated that four more times for a total of six holes. The rotary table makes this type of operation easy.
I just need to finish brushing it. Hopefully the A/C compressor is done until it’s time to fabricate the lines.

A/C Compressor Mounting 1.1
It took me a little while to figure out why the plywood mocking brackets in a previous post didn’t fit the A/C compressor properly. CAD mistake? Error exporting the file? Laser cutting error? Nope, nope and nope. If you look at the dimensioned drawing below, you’ll note that the distance between the two mounting points is 5.787”. I assumed that the shaft would be located midway between those points, but if you look closely you’ll note that the left mounting point is further from the shaft. Vintage Air should have split that dimension into two to make the nuance clear and not require someone to figure out what the dimensions are! If anyone else is making a bracket, the left dimension is 3.030” and the right is 2.757”.
Misleading dimensioned drawing of the A/C compressor (left) and version 1.1 of the front accessory plate (right)
After installing the engine with the plywood brackets I realized that I needed to tweak the orientation of compressor. I had oriented its ports horizontally so that they pointed directly at the tubes in the side pods. After mocking the flex lines I realized that they would be straight and wouldn’t have slack to actually flex. So I rotated the compressor 10 degrees counterclockwise (red line in image above) to create a slight arc and some slack in the lines.
The next step was to finalize the amount of space between the front and rear mounting plates which had been cut from 1/4” mild steel. The A/C compressor has a clutch that’s integrated into the pulley which means that you can’t just swap or shim the pulley to align it. So in terms of front-to-back alignment, it has to go where it wants to go. I bolted the compressor to the front mounting plate and aligned its pully with the accessory drive pulley. This determined that the front plate needed to be 3.650” in front of the rear plate. Now that the distance was set between the front and rear plates I looked for aluminum spacers that I could trim to size for the M10 screws that go into the block. I wasn’t able to find any that were long enough, so I fabricated five of them from 20 mm 6061 rod.
The required through hole is fairly deep. When hole depth reaches 4x hole diameter, you should “peck” drill. It’s a simple process where you drill a little ways into the material (the peck distance), withdraw some distance to evacuate the chips from the bore, and then plunge again to take another peck. The motion is not dissimilar to a woodpecker. When the depth exceeds 8x the diameter you want to use a parabolic-flute drill bit. Parabolic flutes have a flute geometry with a faster/wider spiral that improves chip extraction vs. a standard twist drill. So I ordered a10mm parabolic drill bit from McMaster.
I used my lathe to cut, face and drill the rod. I withdrew the bit all of the way on each peck and used a brush to clear the chips from the spiral and to apply some cutting fluid.
The compressor’s rear tabs have flanged steel bushings that hit the rear plate so I knocked them out with a hammer and punch. This left a gap between the mounting tabs and the rear plate. After measuring the gap I realized that it was only 0.020” more than the flange on the bushing. So I ordered 0.020” stainless steel shims from McMaster. I then slipped the shims over the bushings and knocked them all of the way in. This is a perfect solution because the sleeves capture the shims — the last thing that I need are two more small things to lose.
Not so fast. When I tapped the bushings all of the way they protruded past the other side of the mounting tabs which prevented the nylocs from binding on the mounting tabs. So I knocked the bushings out again, trimmed them and knocked them in again.
Modified bushing (left), stock bushing (right) and stainless steel shims (top)
A/C compressor installed between the front and rear mounting plates. The brushed cylinder is one of the custom spacers that I fabricated on the lathe. If you look closely at the rear mounting tab with a “C” on it, you’ll see the shim and the bushing’s flange pinched between it and the rear plate.
As far as I can tell, the compressor pulley is within 2-3 thousands of the drive pulley. Next up is the alternator, the automatic tensioner and another version of the mounting plates.
Remote Water Pump Adapters
I purchased remote water pump adapters with -12 O-ring boss (ORB) ports, but the AN fittings projected well into the supercharger belt. I had a ORB to AN adapter to mount a 90-degree AN fitting and stacking the two took a lot space. A tight-radius fitting might have provided enough clearance, but it would add a lot of restriction. After a little research, I found the perfect fitting; ORB-to-AN, low-profile, swivel, swept radius 90-degree. That said, the new fittings still didn’t fit so I milled 1/4” off of the back of the adapters.
Back of adapter being milled
Stock adapter (left), machined adapter (right) and a -12 ORB 90-degree swivel clamshell fitting (top)
Left remote water pump adapter with two -12 ORB ports. The large chamfers accommodate the O-rings.
Machined adapters and clamshell fittings installed. The top is the outlet and the bottom is the inlet. This allows air bubbles to flow upwards and out.
Transaxle Mounting — Bulkhead Plate
Five of the nine transaxle mounting points connect to the bulkhead plate, a one inch thick piece of 6061 billet. The top bracket completed in a previous post connects to the top of the plate. The next step is to fabricate four tubes and associated brackets to connect the sides of the bulkhead plate to the top and bottom of the billet chassis pieces. This creates an “X” pattern that triangulates both sides of the transaxle and essentially cross braces the opposite corners of the trapezoid at the rear of the chassis.
The brackets that mount to side of the bulkhead plate are fabricated from three pieces of 1/8” 4130.
Transaxle bulkhead plate bracket. Misalignment washers are not shown.
The transaxle bulkhead plate bracket is finished. Note that the outer third is discolored from welding. Ignore the mixture of bolts which were used for mocking.
The larger challenge was designing brackets that attach to the top and bottom of the chassis billet pieces. Specifically, they need to be located aft of the billet pieces to clear the sway bar blades and to better align with the transaxle’s bulkhead plate. In addition, I plan to fabricate a 1” OD tube frame that supports the wing, exhaust, transaxle cooler, tail hinges, air jack connector and diffuser while also providing protection should I be rear ended. It makes sense to combine the brackets for the links with the mounting points for the rear frame. This was accomplished with a combination of 1/8” and 3/8” 4130. Both the upper and lower bracket utilize the stock suspension bracket’s mounting screws as well as the bolt for the control arm’s rod end. The upper bracket additionally utilizes the two screws that mount the rear shock mounting plate.
Multiple views of the left billet chassis piece and the upper and lower brackets. 3/16” 4130 plate (purple), 1/8” 4130 plate (green), 0.120” x 1” 4130 tube (orange). The orange tube shows the starting point of the the rear frame.
The “X” pattern triangulates that transaxle’s bulkhead plate between the top and bottom of the chassis billet pieces. This adds torsional rigidity.
Note: the brackets utilize the bolts in the control arm rod end, hex nuts are welded on the tubes and the large holes will be filled with the 1” OD tube frame.
Given that several parts of each bracket intersect at a 90-degree angle it made sense to use tabs and slots. Interestingly, the stock tail hinges which the lower brackets replace have two tabs and slots. Bob Wind forwarded me Experimental optimization of tab and slot plug welding method suitable for unique lightweight frame structures. It’s geared towards structures where the exposed ends of the tabs are plug welded without the need to fillet weld the edges of the parts. The primary reason that I used tabs and slots was to locate the parts and keep them from warping when welded. In any event, the biggest take away from the paper are some of the differences between aluminum and steel.
In both cases the tabs should be twice as long as the thickness of the material. Furthermore the inside corners of both the tabs and slots should be relived with a radius less than or equal to 0.5mm. This makes sense for several reasons; the mating corners won’t bind, there are no stress risers and I assume that it facilitates weld penetration. They further recommend tab spacing to be 30-100mm.
The primary difference between steel and aluminum is the optimal height of the tab (i.e., how far it sticks into or beyond the slot) as shown in the above image which was copied from the article. Steel tabs are strongest are when they are flush with the top of the slot. Grinding the weld flush for aesthetic reasons has little to no impact on strength. So the strongest looks the best — how often does that happen?
My slot geometry (left) and tab geometry (right)
Aluminum is a different animal. The strongest is when the tabs stick 1 mm beyond the top of the slots with a 45-degree chamfer which doesn’t look great. Grinding them flush reduces strength by approximately 30%. So if Bob’s tabs are aesthetically pleasing you’ll know that he chose beauty over science LOL
The image above shows my interpretation of how to relieve the corners. I created a reusable “block” in Solidworks for both a tab and a slot so that I can simply position the profile onto a solid and do an extruded cut wherever I need. If I update a block it will ripple to multiple tabs on multiple parts. I found that adding a 0.005” gap around the tab works well. In other words, I make the slot 0.010” longer and wider than the tab. My Wazer's kerf is too large to support the corner-relief geometry. A high-end water jet would probably work, but the 0.5 mm radius lends itself to laser cutting.
Stock hex nut (left) and machined nut (right)
The links are made from 4130 tube. Since they aren’t solid I couldn’t machine wrench flats into them so I welded hex nuts on them. While I could have used a nut whose ID fit over the tube, that would be bulky. Instead I drilled the interior of a smaller nut. This could have been easily done on a drill press or a mill, but I used a lathe because there is no need to line anything up. Just chuck it up and go.
The next step is to fabricate four dog-bone brackets that connect the billet chassis pieces to the bell housing.